|
|
||
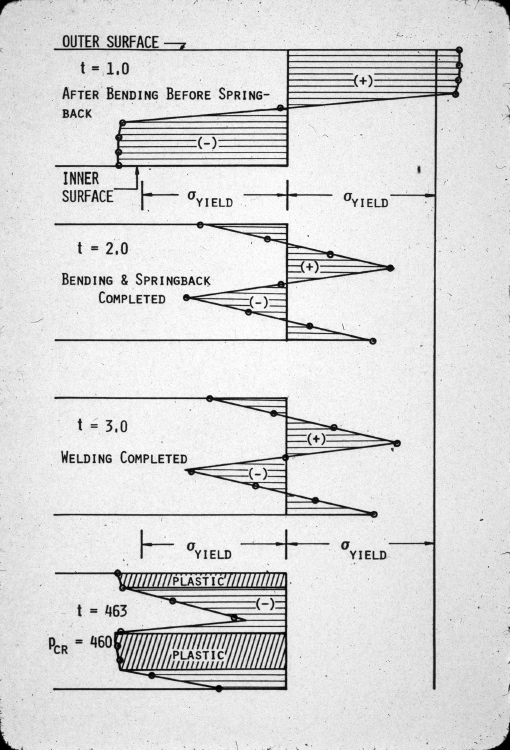
As demonstrated in the previous slide, the fabrication processes of cold rolling and welding were simulated by Bushnell in several successive BOSOR5 runs in the investigation of a ring-stiffened cylindrical shell. (t = pseudo time.)
In the first BOSOR5 run plastic flow in the cylindrical shell was obtained when the flat sheet was rolled into a cylindrical shell with a radius of curvature smaller than the final radius of curvature after spring-back. The top plot shows the stress distribution through the shell wall thickness before spring-back.
Then spring-back was simulated. The second-to-top plot shows the stress distribution through the shell wall thickness after spring-back.
Then, as the simulation of fabrication continued, the rings were welded to the shell wall. The stress distribution in the shell wall midway between rings did not change during the welding process in this case (third plot from the top).
Finally, uniform external pressure was applied. The bottom plot shows the stress distribution through the shell wall thickness at the predicted elastic-plastic bifurcation buckling load of the fabricated structure.
The predicted elastic-plastic bifurcation buckling load is reduced by about 10 per cent when the prebuckling fabrication effects are included in the analysis. This reduction is due entirely to “early” plastic flow in two regions through the wall thickness corresponding to the two regions through the wall thickness where there exists negative residual stress after rolling the flat sheet into a cylindrical shell and letting it spring back to its final radius of curvature (pseudo time, t = 2.0).
Pcr is the buckling pressure in psi.
Page 13 / 46